随着新一轮科技革命和产业变革不断深入,制造业数字化、网络化、智能化融合发展,正在不断突破新技术、催生新业态。
发展智能制造有助于解决生产制造过程中的节能减排问题,同时智能制造技术也会带来设备利用率最大化、高效的生产率以及高质量完成生产任务等诸多优点。
当前,智能制造已成为推动制造业转型升级、加快制造业高质量发展的重要抓手。根据MarketsandMarkets发布的最新报告,2021年全球智能制造市场规模为887亿美元,预计到2027年将达到2282亿美元。
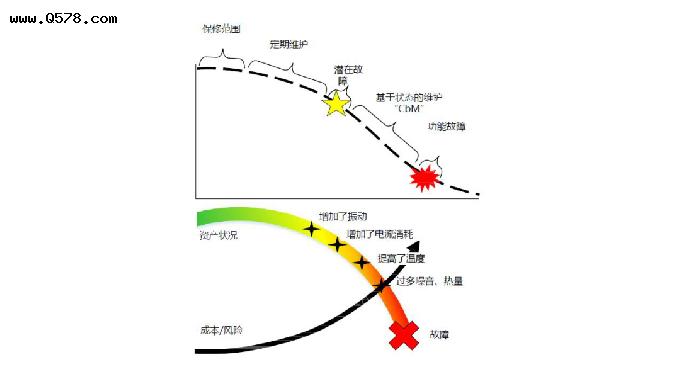
备维护周期示意图
全面迈向智能制造,意味着现代设备结构越来越复杂、自动化程度也越来越高,随之而来的是日常维护和故障检修难度的水涨船高。
如何保证设备系统低故障甚至无故障运行,减少因此带来的时间成本和经济成本的损失,是制造业向着智能化、数字化方向转型升级中必须跨过的一道关口。随着维修理论和相关技术的发展,基于状态的监控(CbM)被认为是解决上述问题最佳途径。
从设备维护发展看行业选择状态监控的缘由
上世纪60年代以前,对于设备维护人们往往采用事后维修和定期维修。这种传统的方式检查间隔周期较长,且根据主观感觉和经验进行判断来保证设备正常的运行,导致过度维修和突发停机事故时有发生。
上世纪60年代到80年代,状态的监控技术开始迅速发展。近年来,人工智能和网络化已成为监测和故障诊断的主要发展方向,陆续涌现出许多新型的状态监控和故障诊断方法。
常用于实施CbM的传感器
究其原因,一台设备从安装、调试投入使用,直至设备运行报废,缺陷和潜在故障始终伴随设备一生,不可避免。如果从生命周期角度来看,设备大体可以分为以下几个:初期使用阶段,定期维护阶段,潜在故障阶段,基于状态的维护阶段和功能故障阶段。
每个阶段的设备运行特征各有不同:
初期使用阶段:初期的时候往往有保修范围的,在保修范围内设备故障维修成本均可以得到保证;
定期维护阶段:这个阶段由于维护频繁同时设备也处于较佳的状态,也不容易出问题;
潜在故障阶段:潜在故障阶段往往会出现以振动为代表的特性信息。在该阶段如能够及时捕捉设备的技术状态参数,并加以实时监测,可大大延长设备使用寿命;
基于状态的维护阶段:往往可以把潜在故障阶段和CbM阶段放在一起。因为潜在故障阶段出现的振动信息的频率比较高(5KHZ以上)、信号的幅值很低,该阶段对传感器提出了要求,比如带宽要宽、噪声要低等;
功能故障阶段:在这个阶段去维修设备往往是要付出很大的代价。
基于ADXL1002与AD7768-1的参考设计图
与传统的设备维护检查相比,CbM是一种针对运转中的设备整体或者某个重要零部件的技术状态,进行检查以判断其运行状态是否正常,同时对异常状况进行追踪并预测其后期的发展趋势、确定其磨损程度的监测技术。
通过加装布设各种传感器,可在设备不停机状态下对设备异常的振动信息、温度信息、电流信息等进行实时监测,并准确地掌握监测部位的修复或者更换情况。借此,工厂可最大限度利用关键部位零部件的使用潜力,避免零部件的过剩维修与保养,大大节约了维护成本以及减小设备的停机损失,尤其对自动化生产的工厂有着重要的意义。
选择合适的高性能传感器以实施CbM
在监测机器的健康状况时,选择最合适的传感器以确保能够检测、诊断甚至预测故障至关重要。目前,有许多传感器被用于检测旋转机器及其负载中的故障,下图罗列了常用于实施CbM的传感器。
以工业制造领域为例,振动会影响精密仪器设备的功能,降低加工精度和光洁度,加剧构件的疲劳和磨损等,而加速度计可以用来监测设备的振动特性。
计算在振动监测中振动所产生的加速度公式如下:
其中,d表示振动部件的间隙值,f表示振动的频率,一般取最大频率。从公式可以看出,振动产生的加速度与频率的平方成正比。因此对于CbM的振动监测而言,首先要考虑加速度计量程的选择,其次是噪声的加速度计。
解决这些故障,通常需要将具备低噪声(5kHz)的高性能预测性维护振动传感器与高性能信号链、处理、收发器和后处理器配对。ADI在CbM振动监测领域有着多种的MEMS传感器,根据设备种类特点可以选择不同的MEMS加速度计。
ADXL100x系列单轴加速度计针对工业状态监控应用而优化,测量带宽高达50kHz,g值范围高达 100g,并且拥有超低的噪声性能,旋转机械中发生的主要故障(如套筒轴承损坏、对准误差、不平衡、摩擦、松动、传动装置故障、轴承磨损和空化)都在ADXL100x系列状态监控加速度计的测量范围以内。
上图展示了基于ADXL1002与AD7768-1的参考设计,该设计整体方案十分简单,选用了集成度很高的ADC:AD7768-1,因此前端不需要太多调理方案。前端传感器不仅仅局限于ADXL1002,该参考设计适用于ADXL100X全系列传感器使用。
ADXL100x系列具有宽带宽和低噪声特点,但由于它们采用单轴,需要配备相关的处理电子设备。为了简化设计,ADI公司还提供了一套完整的解决方案——采用ADcmXL3021型号实施三轴测量。这款3.3V电源电压产品包括三个基于ADXL1002的测量链、一个温度传感器、一个处理器和一个FIFO。
整个装置封装在一个铝壳(23.7mm 26.7mm 12mm)内,可以即时安装在旋转机器上。该产品的全尺寸为 50g,具有仅25μg/ Hz的极低噪声水平和10kHz带宽,这些特点使其能够在大量应用中捕捉振动特征。该产品可以通过SPI端口与主机处理器进行交互,提供访问内部寄存器以及一组用户可配置的函数的权限,包括先进的数学函数,例如计算平均值、标准偏差、最大值、波峰因素和峰度(四阶动力矩,支持测量振动的锐度)。
小结
基于状态的监测不仅仅局限于振动的监测,同时有声音、光电、温度等的监测。通过监测设备、运营和维护设备增加新的输入模式,对工厂的资产进行机器状态监测和优化,了解何时需要维护,充分利用设备,这将极大提高工作效率。未来,随着智能制造技术被广泛地应用于加工制造行业。
来源 | 荣格
作者 | ADI
投稿 请联系 | elitazhang@ringiertrade.com
更多智能制造精彩报道请访问:www.industrysourcing.cn/equipment
更多相关资讯
欢迎关注“荣格智能制造”微信公众号